
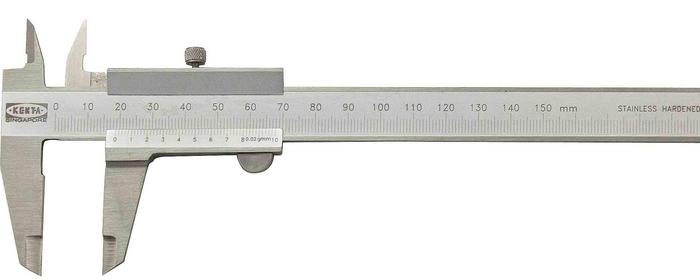
游标卡尺看尺寸的方法有:
1.先以游标卡尺的位对应卡尺身上的整数位刻度读取读数。游标在7的后面,则读数为7mm。
2.然后再读游标卡位与卡身指故完全重合位置的游标小教位刻度读数。取游标右侧标红处刻腐线与主尺刻度线对齐。
则读数结里为:49格×0.2mm(精度)=0.98mm
3.将上面整数和小数两部分加起来,即为总尺寸。
最终读数为7mm+0.98mm=7.98mm。
4.如有零误差,则一律用上述结果减去零误差(零误差为负,相当于加上相同大小的零误差)。
读数结果为:L=整数部分+小数部分-零误差。
游标卡尺测量:
1.使用前,应先擦干净两卡脚测量面,合拢两卡脚,检查副尺线与主尺线是否对齐,若未对齐,应根据原始误差修正测量读数。
2.测量零件的外尺寸时,两量爪测量面分开的距离L应比被测尺寸D大一些; 测量内径尺寸时,应轻轻摆动,以便找出最大值。
3.为使测量准确,卡尺的量爪要与被测尺寸方向对正,否则读数不正确。
4.测量圆孔时、宽及孔洞的深度,应换用微动装置,卡尺的量爪要与被测尺寸方向对正。
5.从工件取下卡尺读数时,应轻轻拔出,不能抖动,否则读数不准确,读数时,眼睛要对正尺面。
 搜索你感兴趣的问题
搜索你感兴趣的问题
游标卡尺怎么看尺寸
 2020-09-04
2020-09-04 相关推荐
努力加载中..
 分享
分享 搜更多
搜更多

 微信
微信
 微博
微博
 QQ空间
QQ空间
 复制网址
复制网址